
Suport pentru ABS – cu bobină – Alb – Bambu Lab

Caracteristică
- Îndepărtarea ușoară a suportului
- Calitatea superioară a interfeței de asistență
- Vine cu o bobină reutilizabilă de înaltă temperatură
- Diametru: 1,75 mm +/- 0,05 mm
- 500 g.
Avertismente pentru utilizare
- Folosit NUMAI pentru întreținere
- Nu sunt neapărat uscate înainte de utilizare
- Imprimante închise necesare
- Compatibil cu AMS
- AMS lite NU este compatibil
Notă: Înainte de a începe imprimarea, citiți sfaturile de imprimare pentru rezultate optime.

Îndepărtarea ușoară a sporturilor
Conceput special pentru ABS, materialul nostru de suport aderă exact la suprafața ABS, permițând îndepărtarea ușoară a suportului. Acest lucru vă optimizează fluxul de lucru post-procesare, asigurând un flux de lucru mai eficient.
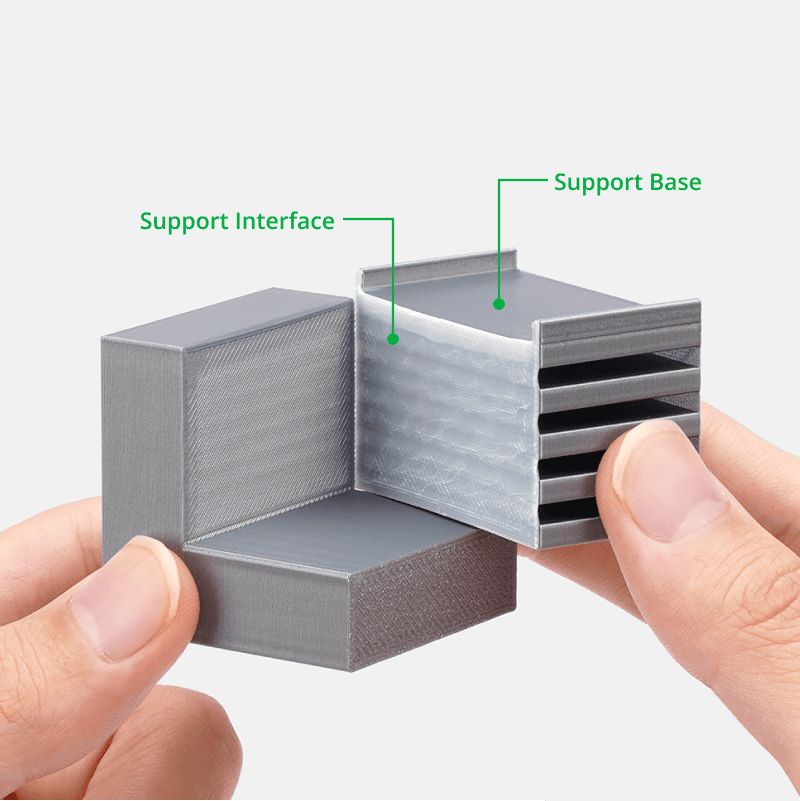
Interfață de suport de calitate superioară
Suportul ABS permite o spațiere 0 Top Z și o spațiere 0 Top interfață la imprimare, oferind o suprafață de suport fără cicatrici. Acest lucru sporește claritatea detaliilor, îmbunătățind aspectul general și integritatea imprimărilor finale.



RFID pentru imprimare inteligentă
Toți parametrii de imprimare sunt încorporați în RFID, care poate fi citit prin intermediul sistemului nostru AMS (Automatic Material System).
Încărcați și imprimați! Gata cu pașii de configurare plictisitori.

Compararea parametrilor
Aflați mai multe despre compararea diferitelor fire în Ghidul firului Bambu >>
| Sprijin pentru PLA/PETG | Suport pentru PLA | Suport pentru ABS | Suport pentru PA/PET | PVA | |
| Culoare: | Natural | Alb și negru | Alb | Verde | Transparent |
| Tip duză: | Toate dimensiunile și materialele | Toate dimensiunile și materialele | Hotend cu duză din oțel călit 0,4 mm/ 0,6 mm/ 0,8 mm Hotend cu duză din oțel inoxidabil 0,4 mm |
Hotend cu duză din oțel călit 0,4 mm / 0,6 mm (recomandat) / 0,8 mm | Toate dimensiunile și materialele |
| Temperatura duzei: | 190 – 220 °C | 220 – 230 °C | 240 – 270 °C | 280 – 300 °C | 220 – 250 °C |
| Temperatura patului: | 35 – 60 °C | 35 – 45 °C | 80 – 100 °C | 80 – 100 °C | 35 – 45 °C |
| Viteza de imprimare: | < 100 mm/s | < 200 mm/s | < 100 mm/s | < 100 mm/s | < 200 mm/s |
| Solubilitate: | Solubil în apă | Solubil în apă | Solubil în apă, solubil în acid citric | Solubil în apă | Solubil în apă |
| Uscare înainte de utilizare: | Opțional | Opțional | Opțional | Necesar | Necesar |
| Protecție uscată în timpul utilizării: | Opțional | Opțional | Opțional | Necesar | Necesar |
| Compatibilitatea filamentelor: | PLA, PETG | PLA | ABS | PAHT-CF, PA6-CF, PA6-GF, PET-CF | PLA, PETG |
Compatibilitatea accesoriilor
| Recomandat : |
Nerecomandat : | |
| Susținere: |
Plăcuță PEI netedă , Plăcuță PEI texturată
|
Pad rece SuperTack |
| Hotend: |
Hotend cu oțel călit 0,4 mm/ 0,6 mm/ 0,8 mm Hotend cu oțel inoxidabil 0,4 mm |
Hotend cu oțel călit 0,2 mm Hotend cu oțel inoxidabil 0,2 mm |
| Lipici lichid Bambu / lipici stick / lipici EcoFixy | Lipici lichid Bambu / lipici stick / lipici EcoFixy | / |
| Setări de imprimare recomandate : | |
| Setări de uscare (cuptor de uscare cu șocuri): | 55 °C, 8 h. |
| Imprimarea și menținerea umidității containerului: | < 20% RH (sigilat, cu desicant) |
| Temperatura duzei: | 240 – 270 °C |
| Temperatura patului (cu adeziv) | 80 – 100 °C |
| Viteza de imprimare: | < 100 mm/s |
| Proprietăți fizice : | |
| Densitate: | 1,16 g/cm³ |
| Temperatura de înmuiere Vicat: | N/A |
| Temperatura de deformare termică: | N/A |
| Temperatura de topire: | 195 °C |
| Indice de topire: | 11,6 ± 0,7 g/10 min. |
| Proprietăți mecanice: | |
| Rezistența la tracțiune: | N/A |
| Rata de extindere a fracturii: | N/A |
| Modul de îndoire: | N/A |
| Forța de îndoire: | N/A |
| Forța de impact: | N/A |

Sfaturi pentru imprimare
– Suportul ABS este solubil în limonen. Vă rugăm să acordați atenție normelor de utilizare și siguranță.


– În timpul imprimării pot fi emise mirosuri ascuțite și neplăcute. Asigurați-vă că imprimanta este închisă și plasată într-o zonă bine ventilată.
– Atunci când este necesară rezistența stratului, se recomandă creșterea volumului de spălare la peste 800 mm³. Dacă spălarea nu este completă, aceasta poate reduce aderența stratului de model la suprafețele care se află în același plan orizontal cu suprafața suport.
– Prin creșterea “vitezei stratului inițial”, se poate obține un suport mai detașabil. Cu toate acestea, acest lucru va crește riscul de deformare.
– Uscați înainte de utilizare pentru o calitate superioară a imprimării. Condiții de uscare: 80 ℃ timp de 4 ore în uscătorul de șoc; 85-95 ℃ timp de 6 ore în încălzitorul din seria X1. Vă rugăm să consultați WIKI pentru instrucțiuni de uscare a filamentului.
– Pentru mai multe setări legate de asistență, consultați Asistență în WIKI.
Ce este în cutie?













Nu există recenzii până acum.